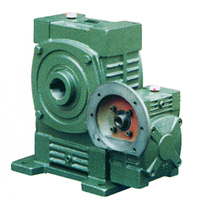
FCEWDKA80-135蝸輪減速機蝸桿齒面經滲碳���、淬火或滲氮等熱處理而獲得較高的硬度���,其硬度一般在40---60HRC之間����,但亦有60HRC以上的.用于做蝸輪齒圈的材料以12+1最為理想�,在加工工藝上以離心鑄造的力學性能最好���,其次是用金屬模澆鑄�,盡最不用砂模澆鑄���。箱體外形美觀����,輸入軸聯接方式有基本型(單輸入軸及雙輸入軸)���、帶電機法蘭兩種���。輸出軸結構有基本型(單輸出軸���、雙輸出軸)和中空輸出軸兩種����。
FCEWDKA80-135蝸輪減速機蝸桿齒面經滲碳�����、淬火或滲氮等熱處理而獲得較高的硬度�,其硬度一般在40---60HRC之間���,但亦有60HRC以上的.用于做蝸輪齒圈的材料以12+1最為理想���,在加工工藝上以離心鑄造的力學性能最好����,其次是用金屬模澆鑄�����,盡最不用砂模澆鑄���。